服务项目 |
焦作加工中心培训,焦作数控培训,焦作数控编程培训,焦作CNC培训 |
面向地区 |
|
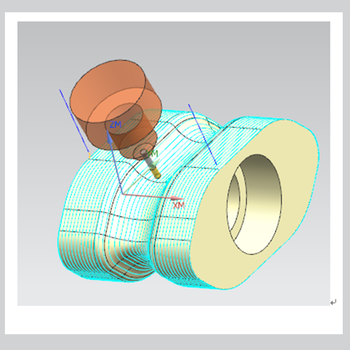
焦作加工中心UG数控编程培训工艺路线的确定方法
焦作加工中心UG数控编程培训工艺路线的确定
在数控机床上,特别是在加工中心上加工零件,工序十分集中,许多零件只需在一次装夹中就能完成全部工序。但是零件的粗加工,特别是铸、锻毛坯零件的基准平面、定位面等部位的加工应在普通机床上加工完成之后,再装夹到数控机床上进行加工。这样可以发挥数控机床的特点,保持数控机床的精度,延长数控机床的使用寿命,降低数控机床的使用成本。经过粗加工或半精加工的零件装夹到数控机床上之后,机床按规定的工序一步一步地进行半精加工和精加工。
在数控机床上加工零件其工序划分方法有:
(1)刀具集中分序法。就是按所用刀具划分工序,即在一次装夹中,尽可能用同一把刀具加工出可能加工的所有部位,再用另一把刀具加工其他部位。这样可以减少换刀次数,压缩空程时间,减小不必要的定位误差。
(2)粗、精加工分序法。根据零件的加工精度、刚度和变形等因素来划分工序时,可按粗、精加工分开的原则来划分工序,即对单个零件要先粗加工、半精加工,然后精加工。或者一批零件,先全部进行粗加工、半精加工,后再进行精加工。粗、精加工之间好隔一段时间,以使粗加工后零件的变形得到充分恢复,再进行精加工,以提高零件的加工精度。(3)根据装夹定位划分工序。按零件结构特点,将加工部位分成若干部分,每次安排(即每道工序)加工其中一部分或几部分,每一部分可用典型刀具加工。比如可将一个零件分成加工外形、内形和平面部分。加工外形时,以内形中的孔夹紧;加工内形时,以外形夹紧。
总之,在数控机床上加工零件,其加工工序的划分要视加工零件的具体情况具体分析。
许多工序的安排是按上述分序方法进行综合考虑的。
洛阳志成数控培训加工中心UG数控编程培训内容简介
UG编程的加工思想、常见UG编程指令刀路的本质规律、二维编程、三维编程、孔位编程、刻字编程、龙门铣侧铣头编程、倒钩类零件编程、常见零件的装夹方法、刀具的选用和切削三用量、编程实例讲解:常规机械零件、类零件、异型零件、薄壁零件、型腔曲面类模具零件编程。</a>
查看全部介绍